按照钣金加工的普通工艺,激光切割精度能控制在0.10mm左右、折弯精度控制在0.20~0.30mm比较正常,焊接精度相对不易控制,一般能控制在0.30~0.50mm就很好了。与之相对应,“精密钣金加工”对零件尺寸精度和外观表面处理的美观度★要求较高,折弯尺寸公差为±0.10mm的高精度要∏求是其最大的特点。如果说数控冲床是钣金加工的原点,那么数控折弯就是“精密钣金加工”的原点。一般来说,激光切割机和数控冲床达到±0.10mm的精度不难,但折弯后产品的尺寸精度达到±0.10mm,就不容〓易实现了。
长沙非标钣金加工厂,长沙铝合金柜体,长沙机箱钣金加工,长沙设备钣金加工,长沙机柜钣金加工,长沙不锈钢钣金柜体,长沙钣金加工,长沙钣金机柜制品
激光加工机的发展促进了“精密钣金加工”技术的飞速发展。在折弯加工中,决定折弯精度的因々素有滑块(折弯机的滑动部分—Y轴:决定角度)的停止位置和后定规/挡料BG(L轴:决定尺寸)的设置,这些加工条件的设定决定∞了产品的优劣。因此,因材料回弹影响而难以预测加工精度的折弯加工,大多使用数控折弯机,通常是将熟练技能工的技术融合到机器软件中,来实现“精密折☉弯加工”。
产品质量波动的原因分析
我们不妨从具体的工序和产品入手来分析问题,解决钣金产品的质量波动问题。首先,我们「罗列一下钣金加工的一般工序:⑴下料,剪板、普冲、数冲、激光切割等;⑵压铆、拉铆等钳工作业;⑶折弯成形;⑷焊接,CO2气体保护焊、MAG焊、TIG焊、MIG焊、点焊/碰焊、螺柱焊等;⑸表面处理,喷粉、喷油、电镀、阳极氧化等;⑹组装及包装。
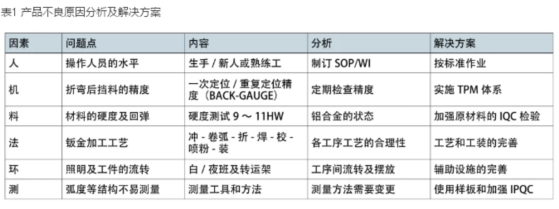
通过工序分析可知,工序质量受5M1E即人、机、料、法、环、测六方面因素的影响,而工作标准化实际上就是要寻求5M1E的标准化。下面就从这六个方面来分析造成钣金产品质量波动的原因:⑴人(Man),操作者对质量的认识、技术的熟练程度以及身体状ζ况等;⑵机器(Machine),机器设备、工装夹具的精度和维护保养状况等;⑶材料(Material),材料的∩成分、物理性能和化学性能等;⑷方法(Method),包括钣金加工工艺、焊接工装选择以及组装的操作规程等;⑸测量(Measurement),测量时采取的方法是否标准、正确;⑹环境(Environment),工作场地的温度、湿度、照明和清洁条件等。
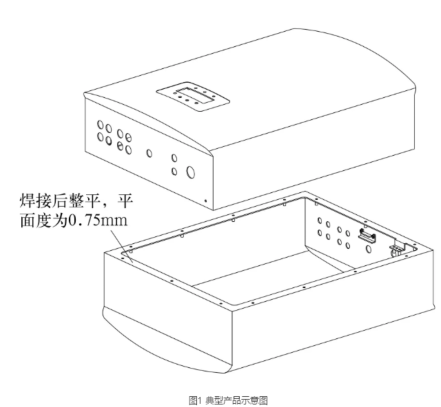
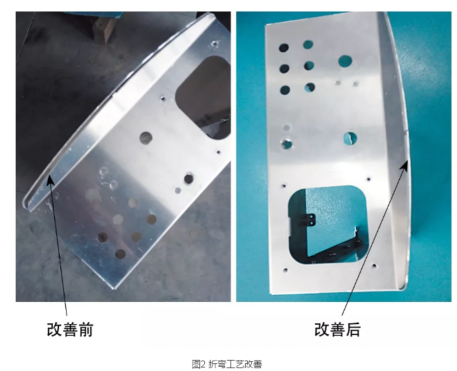
举例说明,图1所示钣金零件的材质为Al5052,板厚为2.0mm,焊接后安装面平面度要求不超过0.75mm,在加工时,在制品流转到焊接工序时会有20%的产品不合缝,焊接间隙过大,影响焊接组对,如图2所示。如果不消除间隙,焊接后会∞造成批量不良甚至报废。通过对问题点进行如表1所示的分析后,找到消除焊接间隙的措施,改善后能够满足产品质量要求。
使用逐步排除法,一步一步进行筛选,寻找产品不良的根源:⑴对人、机、料、法、环、测的初步定性——人/机/料;⑵初步定性后的二次原因查找——人/机;⑶二次原因的查找仍可从人、机、料、法、环、测角度分析——人;⑷二次原因的查找定性后仍需三次定性,即对二次定性结果的原因查找依然可用人、机、料、法、环、测的分析方法——新人没有按照SOP进行作业,导致折弯尺寸不良,经返工后产品可▆使用。
严控产品质量的措施
人——操作人员因素
凡是操作人员起主导作用的工序所产生的缺陷,一般可以由操作人员控制。造成操作误差的主要原因有:操作人员质量意识差,操作时粗心大ㄨ意,不遵守操作规程,操作技能低、技术不熟练,以及由于工作简单重复而产生厌烦情绪等。相对而言,焊接工序手工操作的问题较多,大多需要工装来保证。这也是焊接机械手使用越来越多的原因所在。
防止缺陷产生的可控制措施有:⑴加强“质量第一、用户第一、下道工序是用户”的质量意识教育,建立健全质量责任制;⑵编写明确详细的操作流程——SOP,加强工序专业培训,颁发操作合格证;⑶加强“三检”工作,适当增加检验的频次(包括自检);⑷通过工种间的人员调整、工作经验丰富化等方法(培养多能工),消除操作人员的厌烦情绪;⑸广泛开展品管圈QCC活动,促进自我提高和增强自我改进能力。
机——机器因素
主要控制措施有:⑴加强设备维护和保养,定期检测设备的关键精度和性能项目,并建立设备关键部位日点检制度,对工序质量控制点的设备进行重点控制;⑵采用首件检验制度,核实定位或定量装置的调整量(如折弯机后挡料BG的一次定位精度补偿);⑶尽可能使用数控机床,减少对工人操作可靠性的依赖;⑷逐步建立TPM管理体系,即通过建立一个全系统员工参与的生产维修活动,使设备性能达到最优。
料——材料的因素
主要控制措施有:⑴在原材料采购合同中明确规定质量要求;⑵加强原材料的进厂检验IQC和厂内自制零部件的工序检验IPQC和成品检验OQC;⑶合理选⊙择供应商(包括“外协厂”);⑷搞好协作厂间的协作关系,SQE督促、帮助供应商做好质量控制和质量保障工作。
法——钣金加工工艺
工艺方法包括工艺流程的安排、工艺之间的衔接、工序加工手段的选择(如加工环境条件的选择、工艺装备配置的选择、工艺参←数的选择)和工序加工指导文件的编制(如工艺流程卡、机床操作规程、作业指导书、工序质量分析表等),工艺方法对工序质量的影响主要来自三个方面:一是制定加工方法,选择的工艺参数和工艺装备等的正№确性和合理性;二是贯彻执行工艺方法的严肃性;三是部门间监督工艺的执行。
工艺方法构成了产品的技术含量,合理的工艺会降低产品成本,提高合格率,可以说合理的工艺加▂上正确的生产操作过程构成了合格的产品。简单来说,工艺方法包括作业指导方法SOP、检验指导方法SIP、机器作业方法/机床操作规程等。
数控机床工艺方法的防误和控制措施:⑴保证定位装置的准确性,严格执行首件检验,并保证加工原→点准确,防止产生批量不良;⑵加强技术业务培训,使操作人员熟悉数控机床的调整方法,提高机床的OEE;⑶加强数控刀具或刃具的刃磨和管理,实行强制更换制度;⑷严肃工艺纪律,对贯彻执行操作规程进行检查和监督;⑸加强工具工装和计量器具管理,切实做好工装模具的周期检查和计量器具的周期校准工作。
测——测量的因素
主要控制措施包括:⑴确定测量任务及所要求的准确度,选择适用的、具有所需准确度和精密度能力的测试设备;⑵定期对所有测量和试验设备进行确认、校准和调整;⑶规定必要的校准规程,其内容包括设备类型、编号、地点、校验周期、校验方法、验收方法、验收标准,以及发生问题时应采取的措施;⑷保存校准的记录;⑸发现测量和试验设备未处于校准状态时,立即评定以前测量和试验结果的有效性,并记入有〇关文件。
环——环境的因素
所谓环境,一般指生产现场的温度、湿度、噪声干扰、振动、照明、室内净化和现场污染程▲度等。在确保产品对环境条件的特殊要求外,还要做好现场的整理、整顿和清扫工作,大力搞好文明生产,为持久地生产优质产品创造条件。它分为两个方面:
一方面是生产环境,也可以理解为5S。工厂生产环境能够影响到操作者的工作效率,如果操作者工作台附近没有摆放工具的固定区域,作业工具都是随手乱放,生产】效率自然会下降,不良品也易产生。日本企业是5S发展的鼻祖,欧美企业目前也对5S管理很重视,我国中小企业的5S管理整体上执行的最差,他们ξ 认为这与生产无关。不难看出,我国中小企业在管理上甚至⊙是观念上与国外发达国家企业之间仍存在很大差距。
另一方面是辅助工具。对于企业来说,产品生产的辅助工具可以分为辅助设备和辅助材料。辅助材料属于原材料还是间接材料,要看辅助材料的用途,如果是用于生◆产,可以归集到某项产品的成本上时,就可以看作原材料。如果是其他部门领用、损耗等,不可以归集到某项产品上,那么就作为间接材料。生产上的辅助设备包括配件等,有些中小企业经常会因为机器缺少更换的配件而导致停工。
在5MIE这六个因素中,“人”是生产管理中最大的难点,也是目前所有∮管理理论中讨论的重点,围绕“人”的因素,不同的企业有不同的管理方法。人的性格特点不一样,那么生√产的进度,对待工作的态度,对产品质量的理解就不一样。有的人温和,做事慢、仔细,对待事情认真;有的人性格急躁,做事只▃讲效率,缺乏质量意识,但工作效率高;有的人内向,有了困难不讲给班组长听,对新知识、新事物不易接受;有的人性格外向,做事积极主动,但是好动,喜欢在工作场所讲闲话。那么,作∞为他们的领导者,就不能用同样的态度或方法去领导所有人。应当区别对待(公平的前提下),对不同性格的人用不同的方法,使他们能“人尽其才”。发掘员工性格特点的优势,削弱性格特点的劣势,即要善于用人。如何提高生产效率,就首先从现有的人员中去发掘,尽可能的发挥他们的特点,激发员工的工作热情,提高工作的∏积极性。简单的说,人员管理就是生产管理中最为复杂、最难理解和运用的一种形式。
如果我们切实做好以上这些工作,就不会做不出高品质的钣金产品。
——节选自《钣金与制作》2017年第12期
长沙非标钣金加工厂,长沙铝合金柜体,长沙机箱钣金加工,长沙设备钣金加工,长沙机柜钣金加工,长沙不锈钢钣金柜体,长沙钣金加工,长沙钣金机柜制品


